溶接の設計
溶接カルキュレータ
溶接性
材質の溶接性は、接合性とも呼ばれ、溶接する能力を指します。多くの金属や熱可塑性樹脂を溶接できますが、一部は他のものより溶接が簡単です。
材質の溶接性は、溶接工程を決め、最終的な溶接品質を他の材質と比較すること使われます。
組込みのカルキュレータは、溶接性解析に使える多くの結果を計算するのに役立ちます。
溶接カルキュレータは、溶接性、冷却時間予熱温度、必要な溶加材の量の計算など、溶接タスクの計画と最適化をサポートします。
- CE, NiEQ, CrEQ
- PCM, CEN, HCS, 再加熱亀裂
- 位相バランス、FNA
- 冷却時間 t8/5
- 予備加熱温度
- AC1,AC3,MS 温度
- HAZ硬度、引張強度など
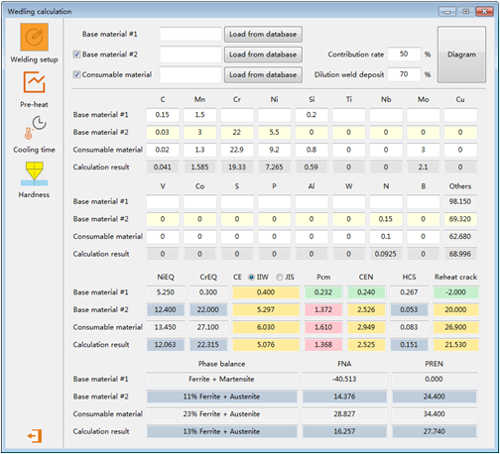
溶接力ルキユレータ・インターフェース
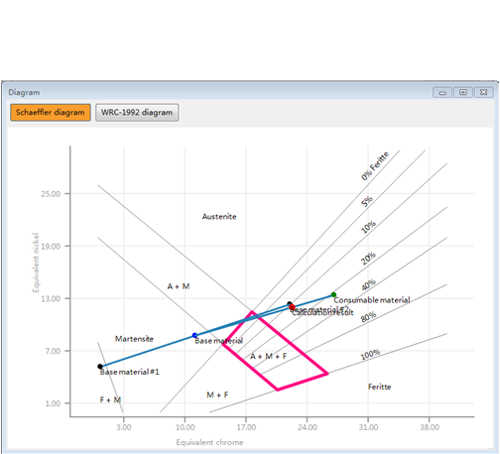
シェフラー図
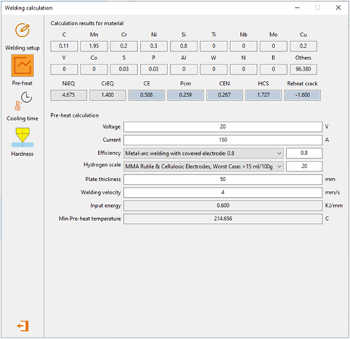
予備加熱計算
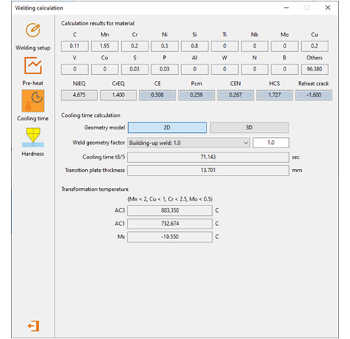
冷却时间 t8/5
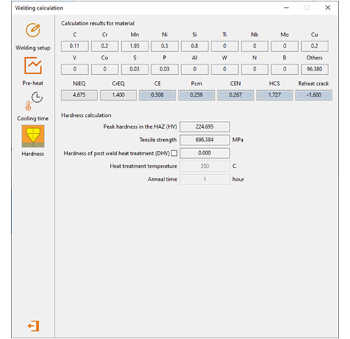
HAZ硬度力ルキユレータ
SMARTWELD 最適化ツール
SmartWeld 最適化および解析ツールは、溶接解解析を行い、CO2連続波レーザー溶接、パルスNd:YAGレーザー溶接、および非消耗アーク溶接工程に最適な溶接スケジュールを提供するために開発されました。
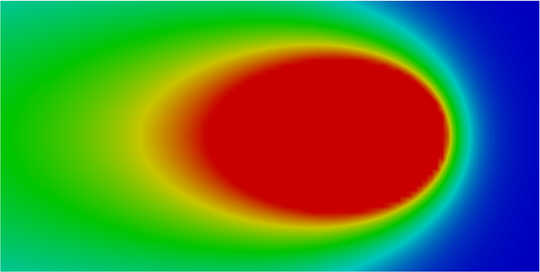
- Input power (watts): 2980
- Welding speed (mm/sec): 5.3
- Width of weld (mm): 6.74
- Penetration depth (mm): 3.37
- Melt efficiency: 0.299
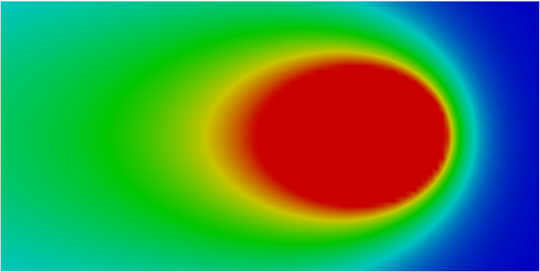
- Input power (watts): 2240
- Welding speed (mm/sec): 4.2
- Width of weld (mm): 6.22
- Penetration depth (mm): 3.11
- Melt efficiency: 0.268
SMARTWELDの2つの主な用途
予測
- 科学ベースのエ程モデルによって、最適化された自動溶接手順が可能になります。
- バーチュアル加エによって、ユーザーは「どうすれば良いか?」尋ねると、すぐに答えを得られます。
- Smartweedを使えば、溶接効果と必要なパラメータを決定するのに何度も溶接をしなくて済みます。
調査
- 溶接のトラブルは、効率やその他の性能指数に関する情報を収集することで解決できます。
- ほとんどの Smart Weldモデルは汎用性があり、さまざまな溶接工程に適用できます。
- 貴社の溶接工程をよく理解します
- 最適化の方法は、遺伝的アルゴリズムと勾配べースのアルゴリアズムの混合で構成されています。これらで半経験的な非線形代数モデルを検討します。
- 最適化出力は、ユーザーが指定した溶接寸法に対し、入熱効率の良い溶接を提供します。
- すべての溶接モデルに対するユーザー・クエリを使用して、最適ではないスケジュールを調べることができます。
溶接工程
- アーク溶接: 薄板・厚板の最適手順を計算
- OSLM: 最適な連続波レーザー溶接手順を計算
- Nd: YAG: 最適なパルスNd: YAG溶接手順を計算
- スポット-3D: 最適な厚板スポット溶接手順を計算
- HAZ-サイクル: 熱影響ゾーンの温度履歴を計算
SMARTWELD 結果
- 溶接部周囲の温度(最大およびヒストリ
- 溶接サイズ(幅、深さ、断面積)
- 材料タイプの影響
- プロセス・パラメタの値
- 効率
- 金属の厚さの影醫
- 手順の感度
- パラメタ最適化
- 仮に...次の場合は?
SMARTWELDの材質データ
- 304 stainless, 18Cr-8Ni stainless steel
- 15-5PH stainless steel
- 17Cr-4Ni martensitic stainless steel
- 1018 steel
- HY130 – 0.12C-5Ni-0.6Cr-0.5Mo steel
- HY80 -0.18C-2.6Ni-1.4Cr-0.4Mo steel
- Tin / Molybdenum
- Nickel 200
- Kovar – 29Ni-17Co low expansion alloy
- 1100 aluminum / 6061 aluminum
- 110 copper
- Hastelloy C4 – Ni-16Cr-16Mo alloy
- Hastelloy C22 – Ni-22Cr-12Mo-3W-3Fe
- Hastelloy B2 – Ni-28Mo
- Inconel 718 / Inconel 625
- Ti-6Al-4V: Titanium alloy for aerospace